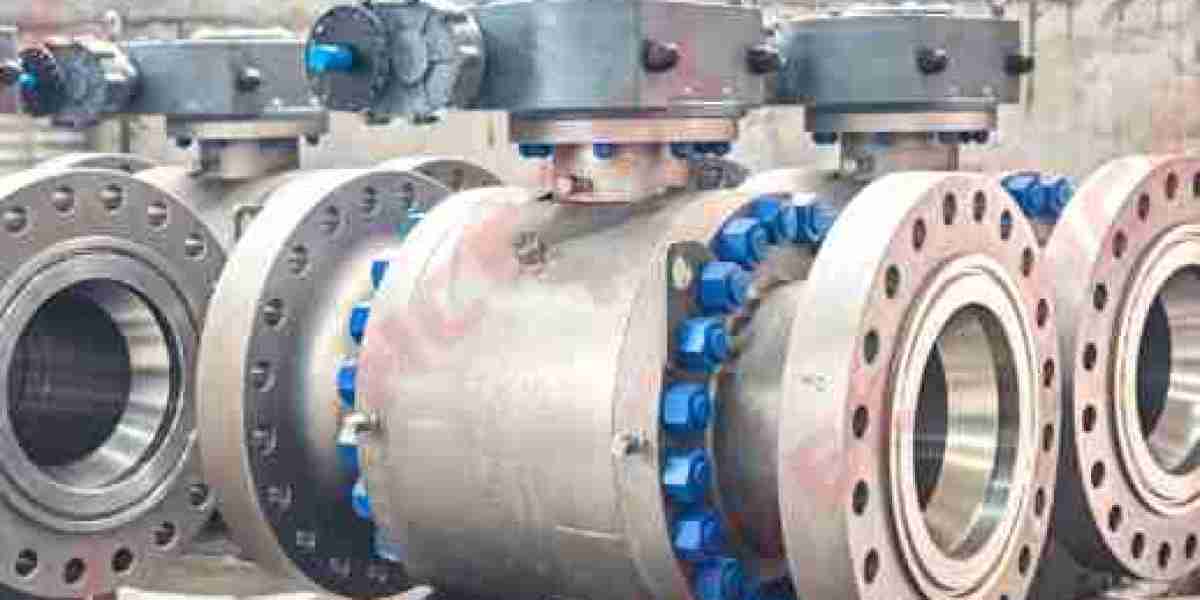
Modern infrastructure depends heavily on underground pipeline systems that transport natural gas, water, petroleum products, and industrial process media over long distances. These buried networks operate continuously in environments where maintenance access is limited, making equipment reliability one of the highest priorities for pipeline operators. Choosing a professionally engineered Underground Ball Valve allows organizations to establish dependable flow control systems that deliver long service life, stable sealing performance, and efficient operation throughout demanding underground applications.
Unlike valves installed above ground, buried pipeline equipment must withstand constant exposure to soil pressure, groundwater, changing temperatures, and long-term environmental influences. These operating conditions require specialized structural designs capable of maintaining mechanical stability throughout decades of continuous service. Modern engineering techniques improve structural strength while reducing the effects of external stress on critical valve components.
Material selection is fundamental to underground valve durability. Manufacturers carefully select premium carbon steel, stainless steel, and corrosion-resistant alloys that provide excellent mechanical performance under demanding conditions. Protective coatings further improve resistance to soil corrosion, moisture, and chemical exposure, helping valves maintain dependable operation even in challenging underground environments.
Reliable sealing technology plays a vital role in protecting buried pipeline systems. High-performance sealing materials maintain stable contact pressure between sealing surfaces, minimizing leakage while supporting secure shut-off performance. Consistent sealing protects valuable process media, improves pipeline efficiency, and reduces the environmental risks associated with underground fluid transportation.
Flow performance also contributes to overall pipeline efficiency. Optimized internal passage designs reduce pressure loss and turbulence while supporting smooth media transportation through long-distance pipeline systems. Stable flow characteristics help operators improve energy efficiency, maintain process consistency, and reduce operating costs across utility and industrial infrastructure.
Durability remains one of the primary advantages of advanced underground valve technology. Buried pipeline systems frequently experience pressure fluctuations, thermal expansion, vibration, and varying soil conditions throughout their service life. Precision manufacturing technologies improve resistance to fatigue, corrosion, and mechanical wear, allowing valves to maintain dependable performance while minimizing maintenance requirements.
Although underground equipment is designed for extended service life, maintenance accessibility remains an important engineering consideration. Extended operating stems, underground operating devices, and specialized maintenance structures allow technicians to operate or inspect valves from the ground surface when necessary. These features reduce excavation requirements while improving maintenance efficiency and minimizing operational interruptions.
Applications for underground ball valves continue expanding throughout numerous industries. Natural gas transmission systems rely on dependable shut-off capability to protect pipeline infrastructure and ensure safe energy distribution. Municipal water supply networks utilize durable valves to maintain continuous public service. District heating and cooling systems depend on reliable underground flow control, while petrochemical facilities use buried pipelines to transport process media safely throughout large production complexes.
Digital technologies have further enhanced underground pipeline management. Intelligent monitoring equipment provides continuous operational information regarding valve status and system conditions. Remote operation capabilities allow operators to respond quickly to changing pipeline requirements, while predictive maintenance technologies help optimize servicing schedules and improve long-term asset management.
Environmental responsibility has become an increasingly important objective for infrastructure operators. Reliable sealing systems reduce product leakage while protecting surrounding soil and groundwater resources. Durable valve construction extends operational lifespan, reducing material consumption and supporting sustainable infrastructure development through lower replacement frequency and improved resource efficiency.
Many infrastructure projects require customized engineering solutions that address unique installation environments and operational demands. Flexible manufacturing capabilities enable suppliers to produce specialized underground valve configurations compatible with different pipeline standards, connection methods, and project specifications. Customized engineering improves installation efficiency while maximizing long-term operational performance.
Safety remains the highest priority for every buried pipeline network. Reliable isolation capability helps protect maintenance personnel, surrounding communities, and valuable infrastructure during routine servicing and emergency response situations. Strict quality management, advanced manufacturing processes, and comprehensive product testing further strengthen confidence in long-term operational reliability.
Organizations responsible for critical buried pipeline infrastructure continue selecting high-performance Underground Ball Valve solutions, while Zhejiang Naishi Valve Co., Ltd. provides advanced industrial valve technologies and professional engineering support through https://www.ncevalve.com/product/ to help customers develop safe, efficient, and dependable pipeline systems for energy, utility, and industrial applications.